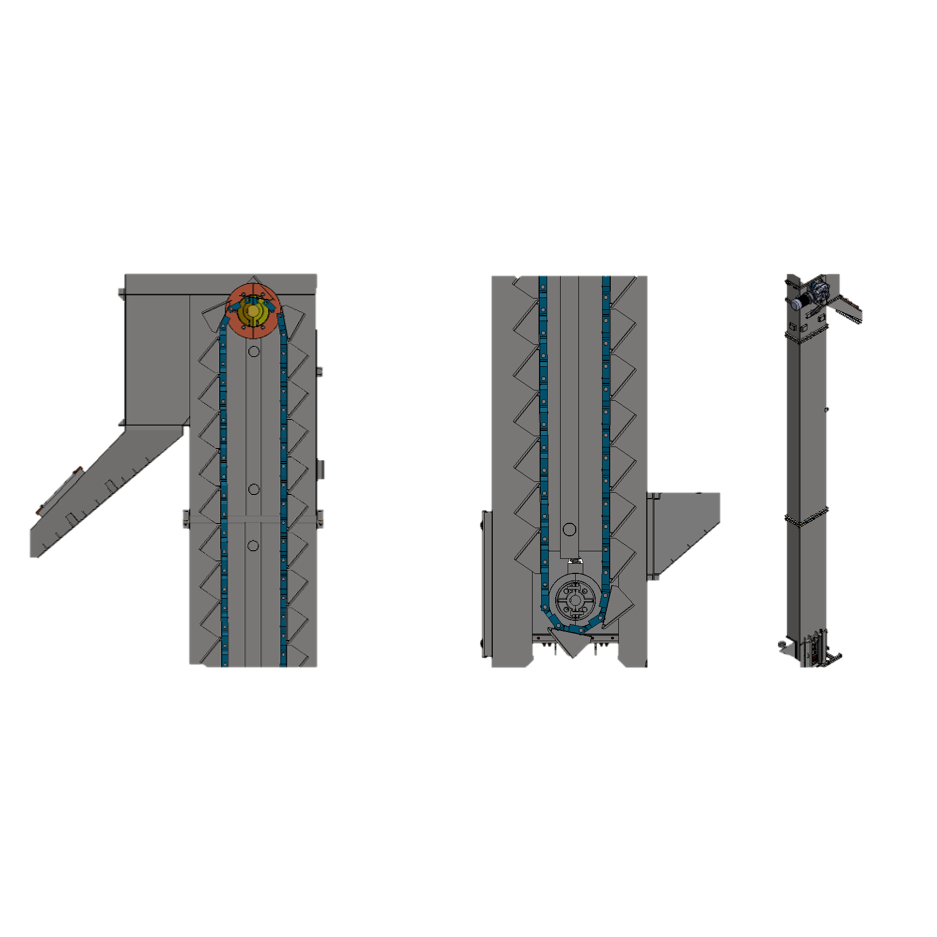
Elevator Buckets
CHAIN BUCKET ELEVATOR
Chain buckets are an integral part of chain drive elevator systems. These buckets are specifically designed for vertical transportation of bulk materials commonly found in applications such as grain silos and material handling systems. Chain buckets are securely attached to a continuous chain loop, allowing material to be scooped, transported and unloaded efficiently. Their robust construction and compatibility with chain drives make them essential for elevators that transport a variety of bulk materials and ensure reliable vertical conveyance in a variety of industrial environments.
APPLICATIONS
- Food Processing
- Waste Management
- Cement Industry
- Mining Operations
- Grain Elevators

BELT BUCKET ELEVATOR
Belt buckets are important components of belt-driven elevator systems. These buckets are designed to facilitate vertical transportation of bulk materials commonly used in industries such as agriculture and manufacturing. Belt buckets are attached to endless belts and can efficiently collect, transport and discharge materials. Due to their robust construction and compatibility with belt drive systems, they are essential in elevators used to transport a variety of bulk materials, ensuring reliable vertical conveyance in a variety of industrial applications.
APPLICATIONS
- Pharmaceuticals
- Construction Materials
- Agriculture
- Chemical Processing
- Food Industry
SPARE ITEMS

Bucket

Chain

Belt

Drive Wheel