Belt Conveyor
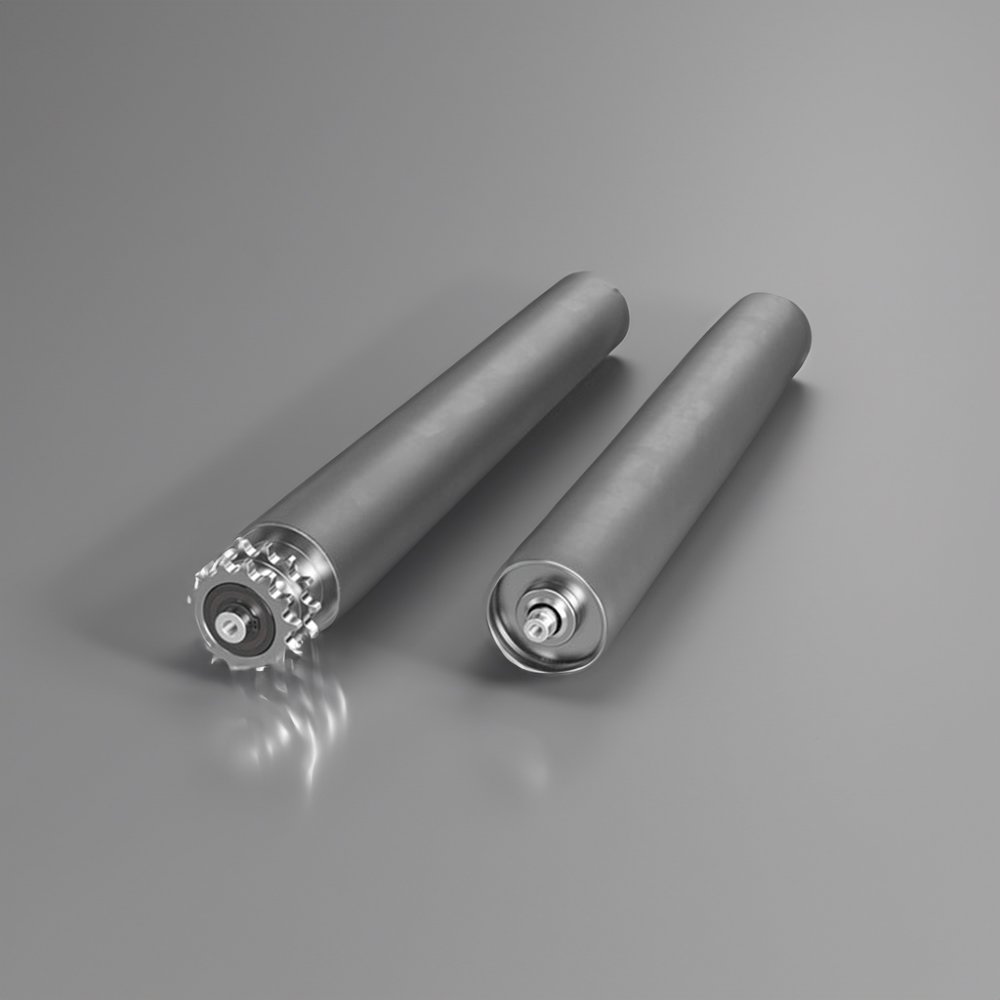
ROLLER BED CONVEYOR BELTS
Roller bed conveyor belts feature rollers arranged across the surface to support and move the belt, adapting to various production needs including weight and speed of the conveyed items. Ideal for minimal friction transportation, these belts excel in moving goods over long distances and are preferred for gravity-loaded items to avoid damage to the rollers.
Applications:
- Delivering parcels in logistics centers.
- Facilitating warehouse operations for loading and unloading goods.
- Streamlining assembly line processes in manufacturing.
- Handling baggage in airports and transport terminals.
- Managing bulk materials in industrial settings.


FLAT BELT CONVEYOR
Renowned for their versatility, flat belt conveyors are pivotal in numerous industries, utilizing powered pulleys to move a continuous, flat surface of natural or synthetic materials. These conveyors are essential for the smooth transportation of items within a facility, catering to a wide range of material types.
Applications:
- Supporting food production and handling.
- Serving pharmaceutical manufacturing and distribution.
- Facilitating electronics assembly processes.
- Assisting in printing and binding operations.
- Enhancing packaging lines for various products.
MODULAR BELT CONVEYORS
Modular belt conveyors, comprising interlocking plastic segments, offer superior maintenance and repair advantages by allowing individual piece replacement. These conveyors are particularly suitable for complex routes including straight lines, curves, and inclines, without compromising belt tracking.
Applications:
- Processing and packaging in the food and beverage industry.
- Handling and packaging in pharmaceuticals.
- Managing automotive parts in manufacturing and assembly.
- Facilitating operations in recycling facilities.


CURVED BELT CONVEYORS
Curved belt conveyors are designed to navigate corners and maximize space with their ability to curve up to 180°. Ideal for settings where floor space is at a premium, these conveyors utilize flat belts to adeptly handle product transfers and direction changes.
Applications:
- Streamlining airport security processes.
- Enhancing retail checkout systems.
- Supporting food packaging lines.
- Improving efficiency in manufacturing plants and distribution centers.
INCLINE/DECLINE BELT CONVEYORS
These conveyors are tailored for the food and pharmaceutical industries, where stringent sanitation standards necessitate durable and easy-to-clean designs. Featuring flat wire belts, they are capable of handling inclines and declines, making them suitable for a variety of processing tasks.
Applications:
- Processing meat, poultry, and seafood.
- Handling dairy products.
- Washing fruits and vegetables.
- Assisting in bakery and confectionery production.


CLEATED BELT CONVEYORS
Cleated belt conveyors employ a special design to navigate corners, tight transfers, and optimize space usage with the ability to incline or decline. They use a series of cleats to securely transport materials at various angles, ensuring stability and efficiency in material handling.
Applications:
- Enhancing security procedures at airports.
- Streamlining retail checkout experiences.
- Supporting food packaging operations.
- Facilitating efficient workflows in manufacturing plants and distribution centers.
Mining Belt Conveyors
Mining belt conveyors are durable systems designed for transporting mined materials across challenging terrains. These systems are built to endure the abrasive conditions of mining environments, offering customization for different materials and conditions. They play a crucial role in efficiently moving ores and waste, enhancing productivity and safety in mining operations.
Applications:
- Transporting mined materials and waste.
- Facilitating material transfer between mining processes.
- Supporting efficient loading and unloading operations.